




2024.09.11
- 共押出多層フィルム製造現場
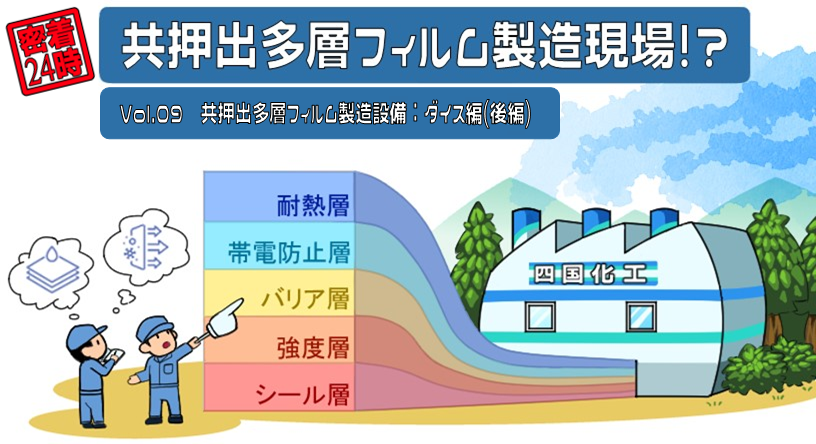
共押出多層フィルム製造設備:ダイス(後編)(ゆっくり解説動画有)
密着24時!共押出多層フィルム製造現場
さて、第9回目、生まれも育ちも香川県東かがわ市の優しい現場リーダーが20年の経験を基に指導してくれます。今回は四国化工の共押出多層フィルムの要となっている設備に目を向けて、新入社員と共に学んでいきましょう。
Vol.9 共押出多層フィルム製造設備:ダイス(後編)
お疲れ様です、今日は前回に続き重要な金型=ダイスについて説明します。
前回は単層の説明で、今回は多層の仕組みでしたよね。
はい、前回はダイス内部で樹脂がどうやって均一なチューブ状になるのかを説明しました。今回はそれがどうやって多層のフィルムになるのかを説明します。
溶けた柔らかい樹脂がどうやって重なるのか気になっていました。
今回もこの図を見て下さい。スパイラル構造のすき間(層)1つにつき、1つの樹脂が流れます。それが層数に応じた樹脂がダイス内で重なっています。それらが合流してダイス出口では既に多層フィルムが完成している状態です。
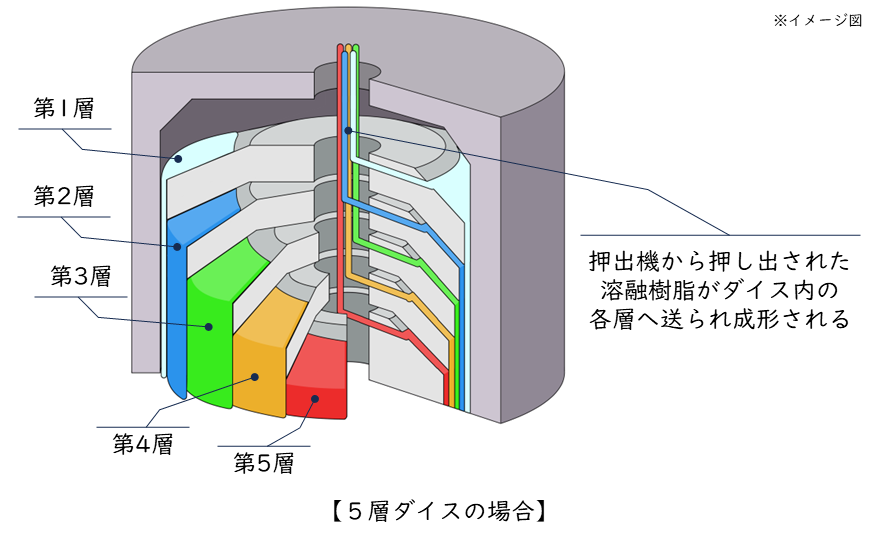
思っていたより普通です。それぞれの層の樹脂が重なるだけなんですね。
図ではあっさりと重なっているようにみえますが、ダイス内で違う樹脂が重なってフィルムになることは簡単ではありません。ダイスの設計が非常に重要です。
どんなところがポイントになるんでしょうか?
まずはそれぞれの層の樹脂が一定の厚みで安定して押し出されること。そのためには溶融樹脂を金型内で温度調節してフィルム製造に適した粘度にする必要があります。多層フィルムはさまざまな機能を持った樹脂を使ってフィルムにするので、それぞれの樹脂の融点や流動性が異なるのが普通です。ところがダイスの温度制御は1系統のみ。複数の樹脂を1つのダイスで温度調節しています。
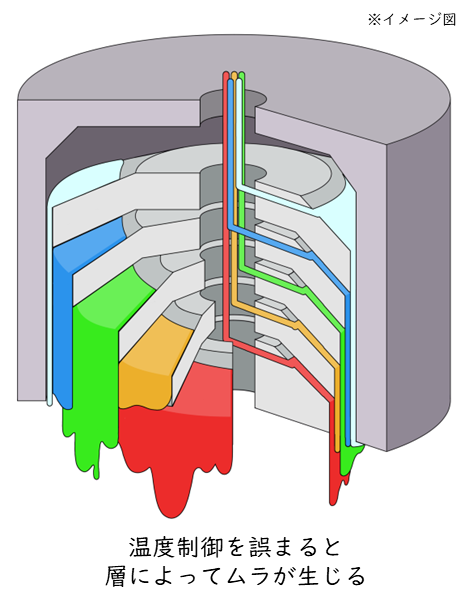
本当だ。温度に対する樹脂の性質はバラバラなのに1つのダイスで制御するのは確かに難しいですね。
次にせん断力。それぞれの溶融樹脂は金型のすき間を通るとき、すべての場所で同じ速度で流れているわけではなく、速度に差があり、常にせん断力(ずれ)が発生しています。その時にずれすぎるとシャークスキン(サメ肌)、ひどい時はメルトフラクチャーといってフィルムが不透明になります。表面があれるイメージです。共押出の場合は、樹脂が重なるとき樹脂が持つ粘度などによって必ずどちらかに引っ張られます。その時もせん断力が発生し、同じ問題が起こることがあります。
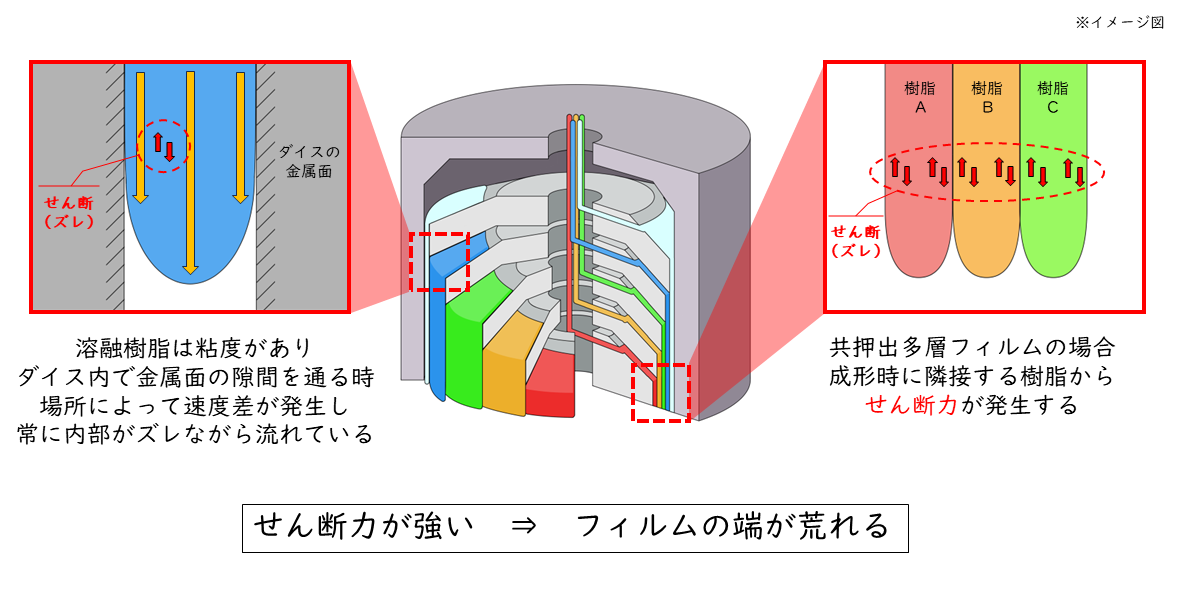
すべての層でせん断力に注意する必要がありますね。大変ですね。
ダイスに先に入った溶融樹脂が先に出ることも重要です。先に出ないとダイス内に滞留しますので、高分子が熱反応でくっついて粘度が高くなり、フィッシュアイ(ゲル)と呼ばれる塊や、コゲ(黒ブツ)が現れたりして外観を損ねます。そこで、滞留する部分がないダイス設計や、ダイス内のメッキ処理などが重要です。共押出多層は層が多かったり、合流したりする分、特に注意が必要です。
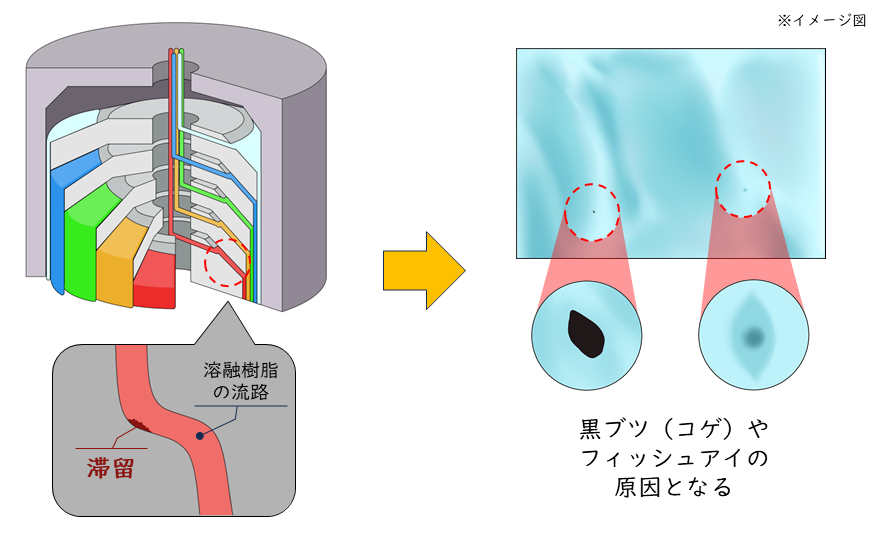
フィッシュアイや黒ブツは外観を損ねます。ここでもダイス設計が重要なんですね。
ダイス内部の表面のメッキも重要です。最後に一番重要なのはキミの製膜技術。原料や押出機、それに今回のダイス。これらの設備とみんなの技術力で品質が保たれます。また、それを長く積み重ねる事がお客様の安心につながります。重ねるのは樹脂だけではなく、技術と品質と歴史です。
私も技術力向上のために、より一層、熱意や努力を重ねます。
- ― 今日の研修レポート ー
共押出多層フィルムをつくるダイス内は層数に応じたダイスが重なっていて、ダイス内で合流して1つのフィルムになる
共押出多層フィルムの機能や外観を両立させるために、樹脂選定や流動解析が重要である。
共押出多層フィルムをつくるときに胆になってくるのは、各層の厚みの均一性、ダイス内部のせん断力制御、ダイス内で樹脂が滞留しないこと、である。
Contact