




2024.11.29
- 共押出多層フィルム製造現場
Vol.10 共押出多層フィルム製造設備:冷却装置編 (ゆっくり解説動画有)
密着24時!共押出多層フィルム製造現場
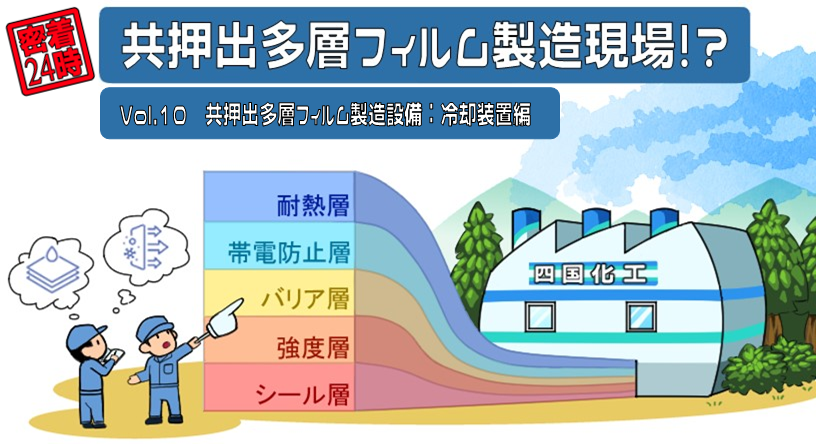
さて、第10回目、生まれも育ちも香川県東かがわ市の優しい現場リーダーが20年の経験を基に指導してくれます。今回は四国化工の共押出多層フィルムの要となっている設備に目を向けて、新入社員と共に学んでいきましょう。
Vol.10 共押出多層フィルム製造設備:冷却装置編
お疲れ様です。これまでは固形のペレットを押出機で溶かし、ダイス(金型)で形をつくって押出す説明をしました。この時点ではドロドロです。今日は押出されたドロドロの成型樹脂を冷やして再び固形にする冷却装置の説明をします。
3種類の成形方法でそれぞれの違いがありそうですね。
はい、水冷インフレ、空冷インフレ、T ダイ法でそれぞれ説明します。
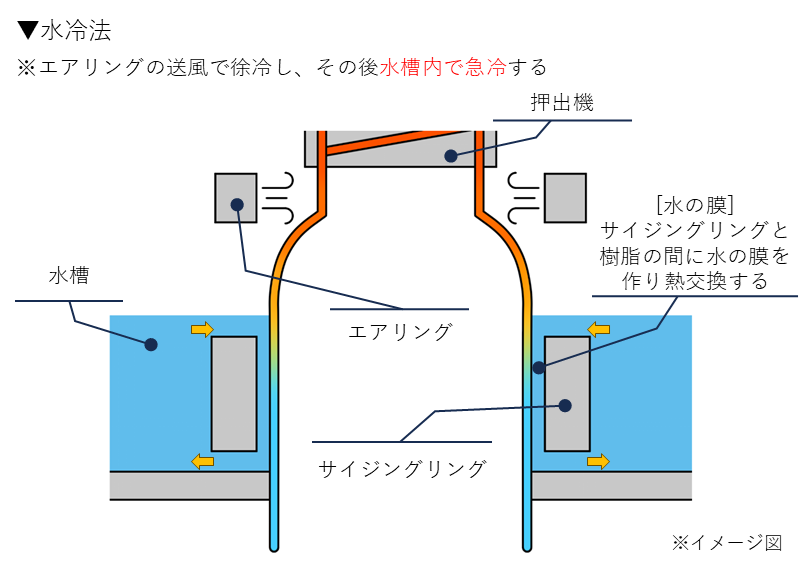
まず、水冷インフレですが、文字通り水を使って冷やします。押出されたチューブは水槽で冷やされます。水槽の中央にはバブルが通過するための穴が開いていて、その穴に作りたい直径のドーナツ状のサイジングリングを設置します。水槽の水は、ドロドロのチューブとサイジングリングの間に薄い水の膜を作りながら下に向かって流れます。こうしてバブルと均一に接触して冷却します。サイジングリングの直径を変えるチューブの直径が変わります。
サイジングリングの直径がチューブの直径なんですね
はい、必ず下向きに押出されることも特徴です。
次に空冷インフレですが、こちらは基本的に上向きに進みます。ダイスから出た直後、成形を安定させるために、バブルを囲むように設置されたエアリング装置から冷却風を吹き付けてチューブの粘度を上げます。いきなりドロドロのチューブに空気を入れて膨らませると膨らみ過ぎてチューブが安定しないんです。その後は空気で自然に冷やします。チューブの直径はチューブ内の空気量で制御します。成形しているときチューブの中に冷風を送り込んで冷やすこともあります。
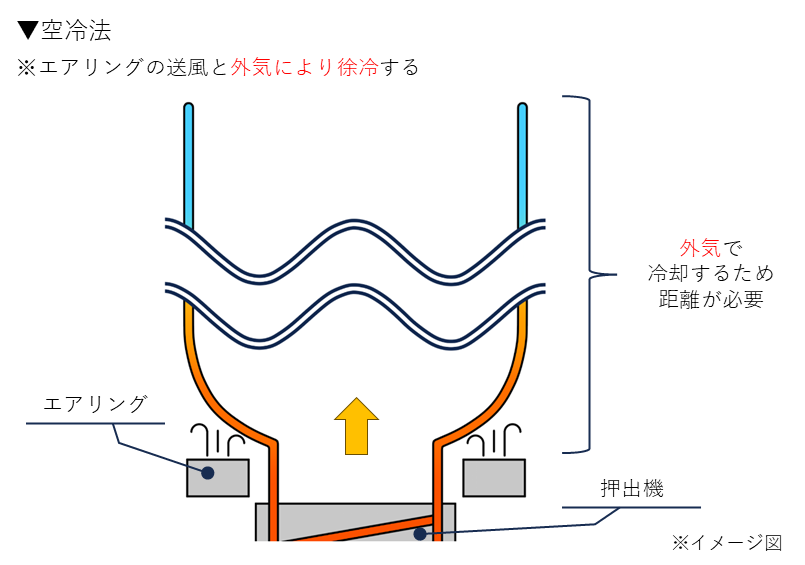
エアリングの角度と風量の調整が難しいんですよね。
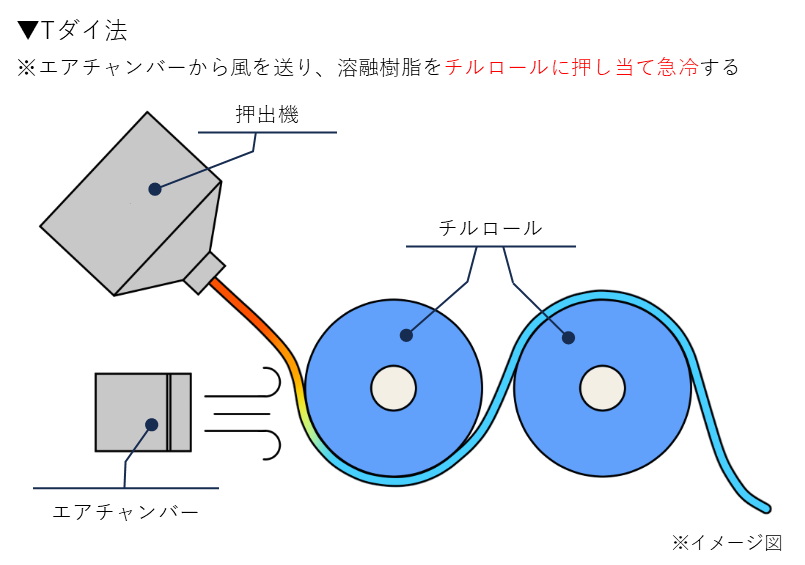
最後にTダイキャストですが、チルロールで冷やします。ダイスから出た樹脂にまずはエアを吹き付けて、チルロールに押し当てます、チルロールの内部に冷却水が通っていますので、押し当てられたフィルムはチルロールとの熱交換により冷却されます。
冷却におけるポイントはなんでしょうか?
均一性です。インフレーション法なら周方向、Tダイ法なら幅方向に、均一に冷却することが求められます。理由はもちろん、フィルムの機能を決定づける要素だからです。これはおおむね設備仕様で決定されます。ソフト面で気を付けたいのは冷却する温度と時間です。これらの条件によっても物性や外観が変化します。フィルムの厚みや幅は様々で、ライン速度も変化しますので、それに応じた条件設定を行います。
ただ冷やすのではなく、求められる機能にするように冷やす事が重要なのですね。
冷やし方により、フィルムの物性が決まるため、非常に重要な要素となります。
私も風邪をひいて熱が出たとき、氷のうだけじゃなくいろいろな冷却方法を検討してみます。
- ― 今日の研修レポート ー
・水冷インフレ法はチューブに直接水を当てて冷却する。サイジングリングの直径が成形されたチューブの直径になる。
・空冷インフレ法は空気を吹き込んで膨らませたチューブを空気で冷やす成形法だが、チューブが押出された直後は粘度が低すぎるため、エアリングで粘度調節して、チューブ成形を安定させる。
・Tダイ法はシート状に押出した樹脂をチルロールに当てて冷却する。
Contact