




2025.04.21
- 共押出多層フィルム製造現場
共押出多層フィルム製造設備:引取~巻取装置編(ゆっくり解説動画有)
密着24時!共押出多層フィルム製造現場
さて、第11回目、生まれも育ちも香川県東かがわ市の優しい現場リーダーが20年の経験を基に指導してくれます。今回は四国化工の共押出多層フィルムの仕上げとなる設備に目を向けて、新入社員と共に学んでいきましょう。
Vol.11 共押出多層フィルム製造設備:引取~巻取装置編
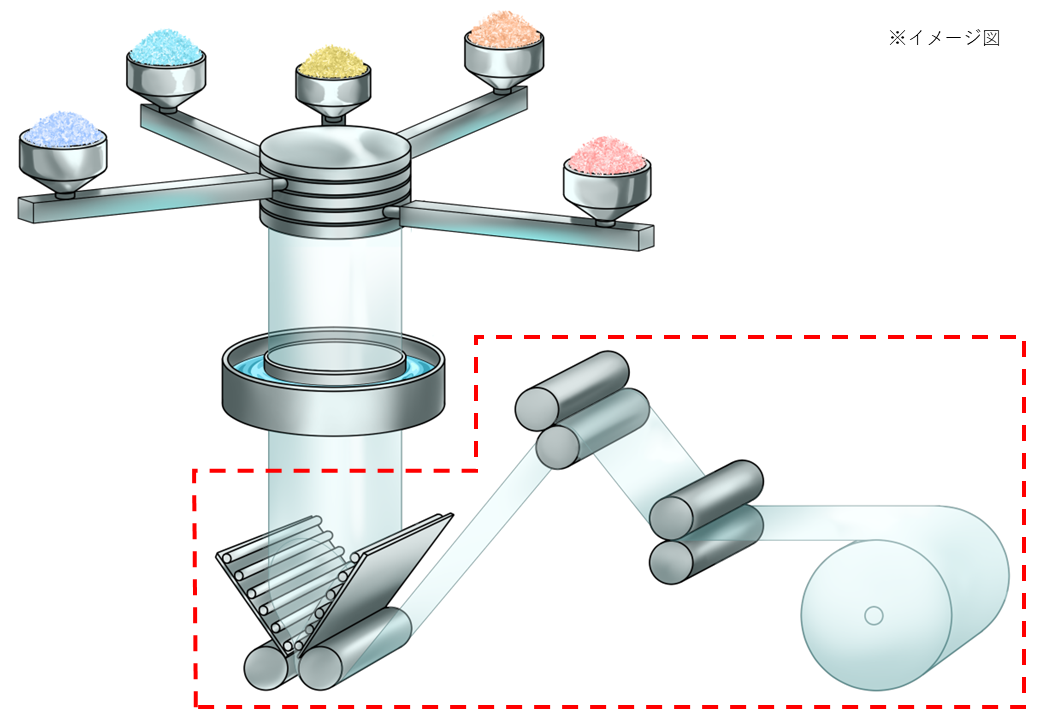
お疲れ様です。これまでに固形のペレットを押出機でドロドロに溶かし、ダイス(金型)で成形した後、冷やして再び固形にするところまでの流れを説明しました。今日はフィルムとなってからロール状に巻き取るまでの工程の話をしましょう。
よろしくお願いします。ですが、巻き取るって…ただ引っ張って巻くだけなのでは?巻く工程にも技術がいるんですか?
もちろんです。例えばトイレットペーパーや食品用ラップを思い出してみると、薄く柔らかい材質でも非常に美しく巻かれていますね。あれほどとは言いませんが、ウチのフィルムを巻き取るのにも技術が必要です。フィルムも薄く柔らかい材質であると同時に、四国化工の製品は未延伸のため、伸びやすい特徴を持っています。これをきれいに巻き取るためには幾つかの工夫があります。
たしかに!先輩方は巻姿をとても重要視しておられますよね。
そうですね。あれは、ただ見栄えを良くするというだけでなく、美しく巻き取ることで「印刷」や「製袋」といった次工程への悪影響を無くし、良品率を高める目的があります。そのために凸凹のない均一な巻状態を目指すのですが、これにはロータリー技術を利用しています。
ロータリー技術?
フィルムは生産時に厚み調整を行いますが、どうしても厚薄差が生じます。特にインフレーション製法の場合、偏肉制度に限界があるためこの差が顕著に表れます。そうですね…例えば50μmフィルムを目指した結果、48μmと52μmの箇所があるとしましょう。それをグルグルと何周も巻き取り、1000周重ねたときの直径差はどうなりますか。
えーっと…4μmの1000倍ですから、直径差は4mmです。そうか、微々たる差に感じましたが、それが何百層も重なると大きな歪みになりますね。
その通りです。厚いところは硬く、巻解くと若干伸びており、均一性が失われます。こういった事象を予防する為に、引取り設備自体を回転させて厚薄差を分散させることでフラットな巻姿となるように工夫しています。
設備自体が動いているのは迫力がありましたが、そういう理由があったのですね。あれ…待ってください。思い返してみると、ロータリー以降も巻き取るまでにまだ距離があるように見えましたが…
はい、以降も印刷対応の為の表面処理、品質担保の為の表面検査工程、端面を意識したEPC(Edge Position Control)調整、除電装置を用いた静電気対策などがあります。またライン中では常に張力コントロールを利かせ、たるまないよう、引張過ぎないように調整しています。
たくさんのロールがある中で、一つ一つに意味があるんですね。
もちろんです。そして、最後に巻取機です。巻取時にフィルムにかかる張力を均一に保つことが重要です。張力が強すぎるとフィルムが伸び、弱すぎると巻きずれやしわの原因になります。適切な張力は、フィルムの材質、厚み、幅、巻き取り速度などによって異なります。テーパー設定も重要です。巻き取り径が大きくなるにつれて、張力を徐々に減少させるテーパー張力制御が有効な場合があります。これにより、巻き取りロールの内周と外周の張力差を小さくし、巻き締まりや巻き崩れを防ぐことができます。
まさか成形してから巻き取るまでに、これ程多くの技術が詰め込まれているなんて思いもしませんでした。「ただ引っ張って巻き取るだけ」なんて言ってすみません。
巻き取るのはフィルムだけじゃなく、新人さんの興味も、ですね。いや~、いい仕事しました!
- ― 今日の研修レポート ー
・巻取には技術が必要で、均一性が次工程への悪影響防止や良品率向上に寄与。
・フィルムの厚薄差をロータリー技術で分散し、均一な原反を巻き取ることが出来る。
・引取工程には印刷対応の表面処理、異物検査、端面調整、静電気対策等の工程がある。
・巻取機は、フィルムにかかる張力を適切に調整し、巻き締まりや巻き崩れを防ぐ。
Contact