




2024.01.16
- 共押出多層フィルム製造現場
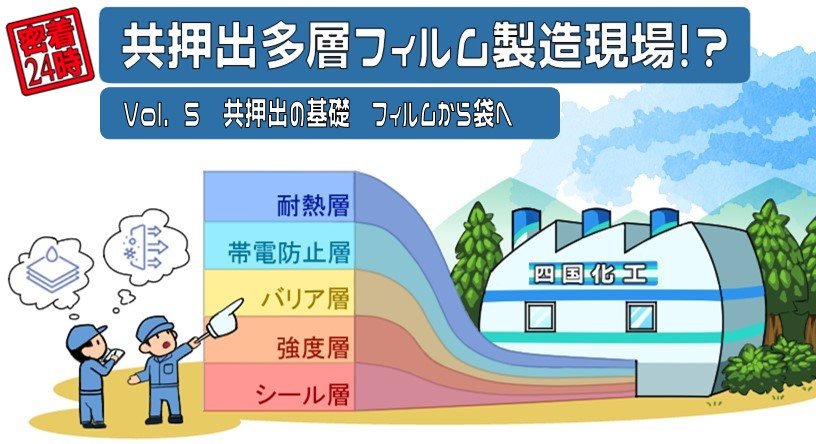
Vol.05 共押出の基礎 フィルムから袋へ(ゆっくり解説動画有)
密着24時!共押出多層フィルム製造現場
さて、第5回目、生まれも育ちも香川県東かがわ市の優しい現場リーダーが20年の経験を基に指導してくれます。今回は共押出多層フィルムのシールの重要性について、配属された新入社員と共に学んでいきましょう。
フィルムから袋を作る方法
お疲れ様です。今日は包材の代表、袋について考えてみましょう。四国化工で作っているものはチューブ状のフィルムですが、それを袋にするためにはどうすればいいでしょうか?
シール加工をして、更にカットして、袋形状にすることが必要だと思います。
その通り。シールとカットが必要です。ウチでは製袋加工と呼んでいます。それをお客様にお届け、内容物を封入した後、お客様でもシールして密封するのが一般的です。
袋としての機能が発揮されるのは、お客様が袋を使うときですね。
そうなんです。なので袋は四国化工の加工性だけでなく、お客様での使いやすさを意識して設計しなくてはなりません。
お客様が使いやすい袋とはどういったものでしょうか?
これまでお客様の声から学んだことは・・・、
①袋同士が静電気でくっつかない
②口開きがいい
③シールの適性温度が広い
④袋を重ねてもシールが出来る
などが挙げられます。
①②はごみ袋やレジ袋からも想像できます。1枚とると2ー3枚くっついてきたり、口が開かない袋ってイライラしますね。
③④はどういったことでしょうか。
①②は滑り性や帯電量をコントロールする事で、適正な状態を保ちます。前回学んだ添加剤の効果が効きますね。
③は例えばシールするのに120℃以上の熱が必要だけれども、150℃以上だと外層が溶けてしまってシールバーにくっつくような場合。シール温度は120-150℃に調整しないといけませんね。シールバーの温度が下がりすぎるとシールが効かない、上がりすぎると袋が溶ける・・・。ヒヤヒヤします。ところがシール温度を220℃まで上げても袋の外層は大丈夫となれば、下がりすぎを気にせずにある程度高温でシールできるので(シール適性温度域が広い)、使いやすいです。
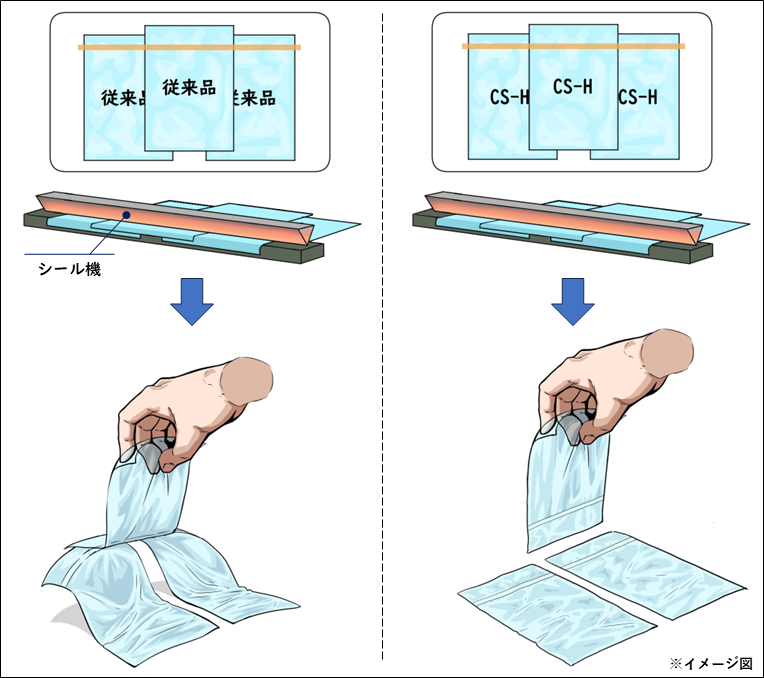
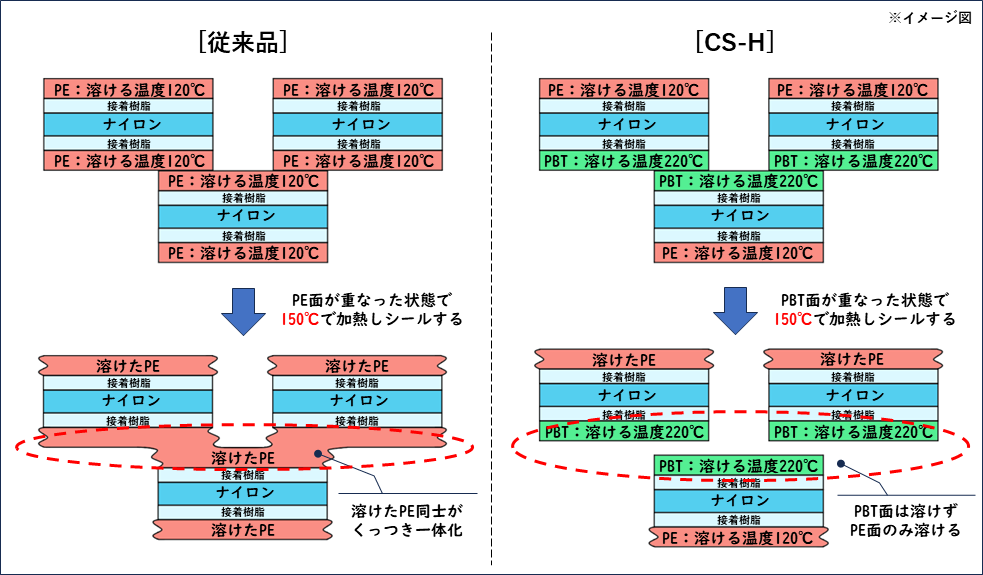
④は③の応用編。小さいスペースに、内容物が入った袋を重ねて並べて高温でシールし、内層だけが溶けてくっつき、外層は溶けないようにして、同時に複数枚のシールが出来るようにしたいという声です。
すみません、④のイメージがわきません。
外層の融点が低いと、外層同士が融着してしまうのですね。耐熱性のある樹脂が外層にあると、一度に複数シール出来て便利ですね。外層と内層の融点差がカギとなっているのが分かりました。これは多層フィルムならではの特徴と言えそうですね。
はい、単層フィルムではこの特徴は実現しにくいと思います。この機能により、生産性が倍になったお客様もいらっしゃいます。
融点差をつける観点からいうと、逆に内層側の融点を下げる方法もあると思うんですが。
そういったグレードも商品化していますが、特に食品包装では内容物を詰めた後、殺菌したり、内容物の調理目的で商品を加熱したりするものが多く、その際100℃付近に達すると内面同士の融着が起こりますので、用途が限定的となります。なので外層の耐熱性を上げる方が一般的です。
用途上の制約がある中でのベストが今の設計なのですね。
共押出多層フィルムの可能性は無限です。自らの可能性にシールすることなく、常に新しいことに挑戦してください。
- 今日の研修レポート
チューブ状のインフレーションフィルムは、シールしてカットすれば袋になる。これはボトム袋と呼ばれる。
袋の機能は、内容物充填後の最終シールを施して初めて発揮される。お客様が使用しやすい設計が重要である。
融点差を利用した多層設計をすれば、袋を重ねてシールすることも可能。一度のシールでより多くの袋をシールできるので生産性向上が見込める。
Contact