




2024.06.10
- 共押出多層フィルム製造現場
共押出多層フィルム製造設備:ダイス編(前編)(ゆっくり解説動画有)
密着24時!共押出多層フィルム製造現場
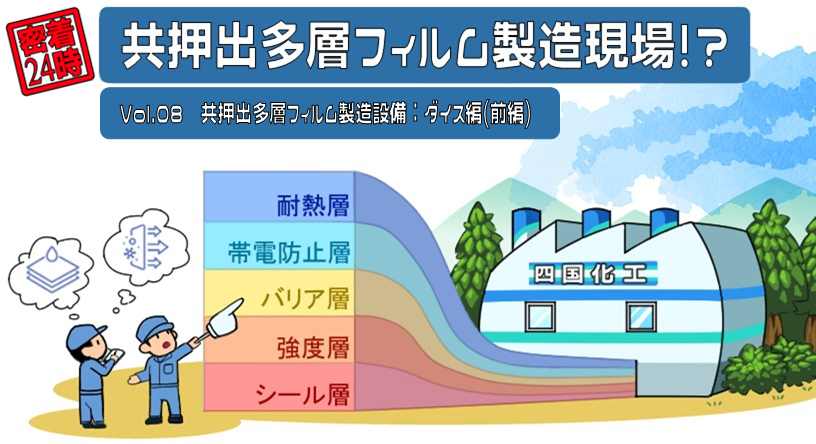
さて、第8回目、生まれも育ちも香川県東かがわ市の優しい現場リーダーが20年の経験を基に指導してくれます。今回は四国化工の共押出多層フィルムの要となっている設備に目を向けて、新入社員と共に学んでいきましょう。
Vol.08 共押出多層フィルム製造設備:ダイス(前編)
お疲れ様です、今日は四国化工の多層フィルム製造設備の中でも、特に重要な金型について説明します。一般的にダイスとかダイとか呼ばれます。
いよいよですね。それぞれの樹脂が積層される仕組みは予想がつきません。
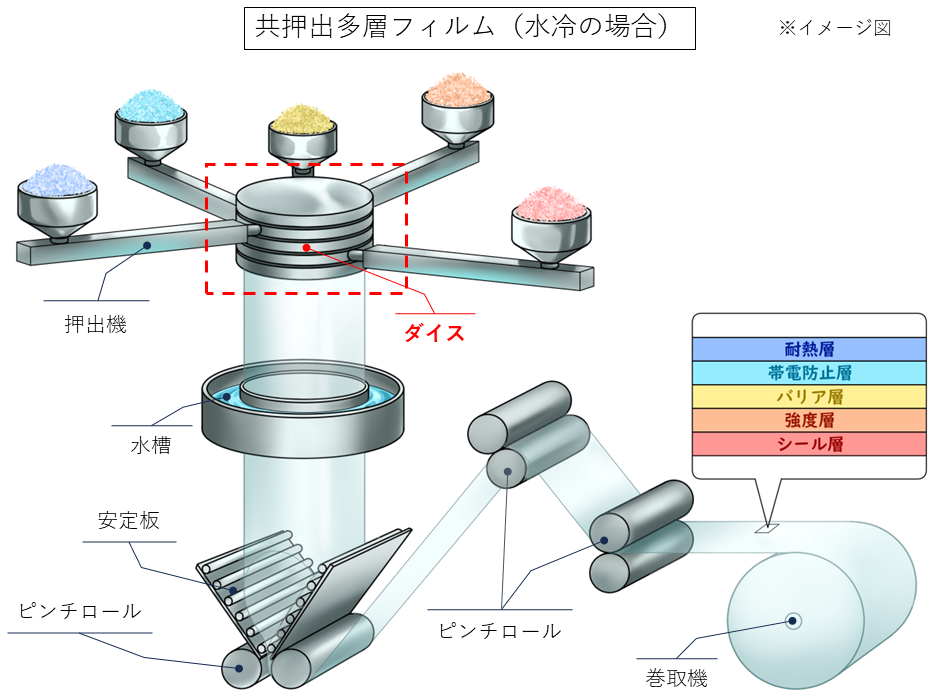
ダイは多層フィルム製造の要です。チューブ状のフィルムを作る丸ダイとシート状のフィルムを作るTダイがありますが、今回は丸ダイについて説明します。まずは多層成形の前に、単層、つまりどうやって1層のチューブが押出されるか説明します。
1層って・・・。押出機で溶融された樹脂がダイスのリング状のすき間に流れ込んでチューブが出てくるだけじゃないんですか?
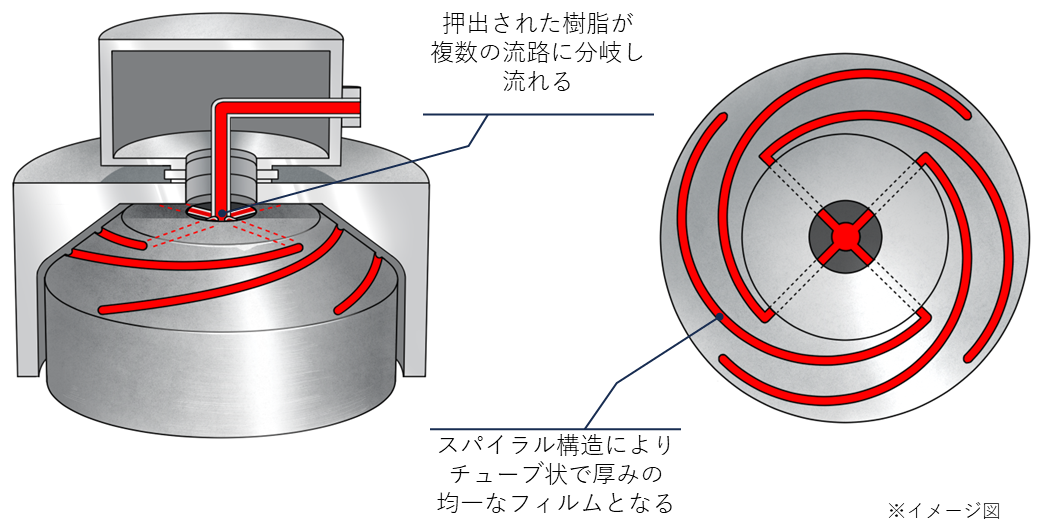
と、とんでもない誤解です。均一な厚みのチューブを作るのは簡単ではありません。ダイスに到達した樹脂は、通常まず4本ないし8本の流路に分岐し、各出口に設けられたスパイラル状の流路を通過します。やがてそれらは周方向に均一な厚みのチューブになります。ですからスパイラルダイとも呼ばれます。
あのスパイラルに意味があったんですね。ああいう模様かと思っていました。
設計です!この2枚の図を見比べて下さい。Aはスパイラル構造がないために、流路から出た樹脂はチューブ状になろうとしても厚薄が目立ち、均一には程遠い状態です。一方でBのスパイラル構造があると、周方向に樹脂が均一に回り込むため、出口付近では均一な厚みを有したチューブになります。

周方向の均一な厚みを実現させるために、スパイラルの溝が樹脂の流れを誘導しているんですね。
そういうことです。また押出機から出てきた溶融樹脂は高圧なので、ダイスに入ってすぐ、横方向に流すことでダイスの出口付近の圧力をゆるめる働きもあります。次回はこれを多層化させる構造について説明します。
勉強のし過ぎで目がマンガみたいにスパイラル状の模様になりそうです。
- ― 今日の研修レポート ー
ダイス=金型は、多層フィルム製造の胆です。厚みが一定のチューブができる、清掃しやすいなど、様々なデザインのダイスが開発されている。
樹脂の種類によって溶融した時の流れる性質がまちまちなので、ダイスの設計は樹脂の性質を考慮して設計される。
インフレーション成型は上吹き空冷方式と下吹き水冷方式があるが、いずれも樹脂が流れるリング状のすき間の入り口はスパイラル構造になっている。
Contact